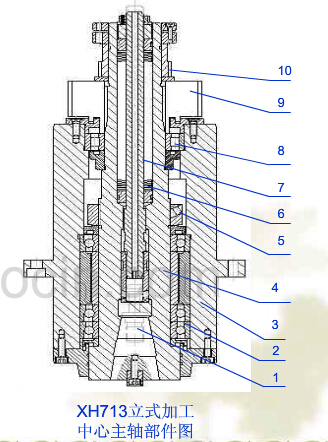
主軸部件是
數控加工中心的重要部件之一,是主運動的執行件,它夾持刀具或工件,并帶動其旋轉實現切削運動;因此主軸部件的精度、抗振性和熱變形對加工質量有直接的影響。
主軸部件的要求:
①高精度。包括運動精度(回轉精度、軸向串動)和安裝刀具或夾持工件的夾具的定位精度(軸向、徑向);
②高剛性和抗振性;
③較低的溫升及較好的熱穩定性;
④較好的精度保持性;
⑤裝夾刀具和工件的可靠性;
⑥數控加工中心主軸部件除上述要求以外,還應有:(機械結構方面)
⑦刀具的自動自動夾緊裝置;
⑧主軸的準停;
⑨主軸內孔的清潔裝置。
1、主軸的端部結構
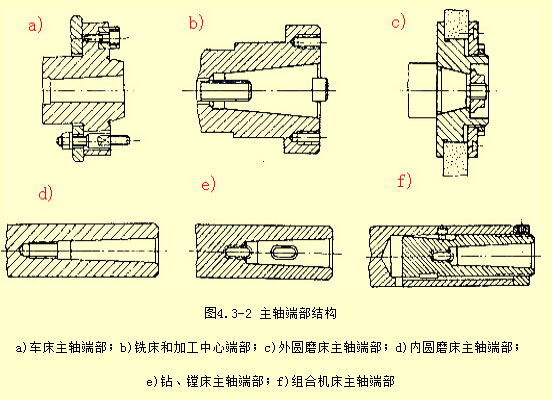
主軸端部主要是用來安裝刀具或夾持工件的夾具,因此,要保證刀具或夾具定位(軸向、徑向定心)準確,裝夾可靠、牢固,而且裝卸方便。
目前,主軸的端部形狀已標準化。
2、主軸的支承
主軸支承的配置形式
數控加工中心主軸有前、后兩支承及前、中、后三支承兩種形式,以前者多見。
主軸箱長度較長,采用兩支承其支承夸距遠在于合理夸距,通過加大軸徑來提高剛性和抗振性無效時,應考慮增設第三支承。
由于制造工藝上的限制,通常難使支承座孔完全同軸,通常只有兩個支承起主要作用,另一個(中間或后)支承起輔助作用。輔助支承通常選用深溝球軸承或向心圓柱滾子軸承。
主軸支承軸承選用的一般原則:
支承軸承的選用主要是根據主軸的轉速、承載能力、剛度以及精度等確定。
主軸滾動軸承可按下列原則選擇:
1、中等轉速、較大載荷、要求剛度較高時,可用線接觸的軸承,如雙列向心短圓柱滾子軸承、單列或雙列圓錐滾子軸承或Garnet軸承。
2、高速時可用角接觸軸承。載荷較小時每個支承可用一個軸承,載荷較大時可用兩個軸承。
3、以軸向力為主,要求精度不太高的主軸,可用深溝球軸承,配以推力軸承,如鉆床。
4、徑向尺寸受到限制時,可用滾針軸承。
滾動軸承的預緊及間隙的調整
一、滾動軸承的預緊
滑動軸承一定要在有間隙的條件下工作,而滾動軸承通常應在過盈的條件下工作。安裝滾動軸承時,預先在軸向施加一個徑向載荷30%的力,使軸承滾道與滾動體間有一定的過盈量,稱為“預緊”。適當的預緊量可使滾動體產生微小的彈性變形,增加滾動體與滾道的接觸面積,從而提高軸承剛度.
過大的預緊對軸承剛度提高已不顯著,么而會導致發熱高,磨損嚴重和后果。
二、滾動軸承的間隙調整
主軸支承結構一定要考慮軸承間隙調整結構:
①裝配時能對軸承施加預緊力,控制過盈量;
②軸承磨損后,為恢復精度和過盈量而再進行調整,確保滾動軸承能長期、可靠而又穩定地工作。
調整結構原理:使軸承內外圈軸向相對位移,消除滾動體與滾道之間的間隙,并有一定的過盈量,然后在調整好的位置上固定下來.*常用的調隙方法是用螺母調整。
三、主軸軸承的密封和潤滑
密封:為了提高主軸軸承的壽命和確保軸承的旋轉精度,必須采取嚴格的密封措施,防止切屑液及雜物從外部進入組件內部,保證軸承的使用性能和壽命。目前通用的有主軸吹氣、迷宮密封等非接觸式密封方式,對于要求不高的可以采用間隙密封,但必須準確地控制間隙的大小,一般是在0.02-0.04mm之間。
潤滑:潤滑方式有兩種:脂潤滑和油潤滑
刀具的自動自動夾緊裝置
加工中心和高速數控銑床刀具安裝勢必采用自動裝刀機構。由預緊彈簧控制軸向拉力,再由氣壓、液壓或機械螺桿等執行機構實現松刀和夾刀動作的拉桿機構。
主軸準停機構
主軸準停也叫主軸定向。在加工中心等數控加工中心上,由于有機械手自動換刀,要求刀柄上的鍵槽對準主軸的端面鍵上,因此主軸每次必須停在一個固定的位置上,所以主軸上必須設有準停裝置。
主軸準停裝置分為機械式準停和電氣式準停。
主軸內孔的清潔裝置。
為了提高刀具重復安裝精度,減少刀具錐柄和主軸錐孔非正常接合,在自動裝刀系統中必須對刀具錐柄安裝孔進行清潔。
